ਸਭ ਤੋਂ ਵਧੀਆ ਕੀਮਤ ASTM A312 304 304L 316L ਸਟੇਨਲੈੱਸ ਸਟੀਲ ਪਾਈਪ




| ਉਤਪਾਦ ਦਾ ਨਾਮ | ਸਟੀਲ ਗੋਲ ਪਾਈਪ |
| ਮਿਆਰੀ | ASTM AISI DIN, EN, GB, JIS |
| ਸਟੀਲ ਗ੍ਰੇਡ
| 200 ਸੀਰੀਜ਼: 201,202 |
| 300 ਸੀਰੀਜ਼: 301,304,304L, 316,316L, 316Ti, 317L, 321,309s, 310s | |
| 400 ਸੀਰੀਜ਼: 409L,410,410s,420j1,420j2,430,444,441,436 | |
| ਡੁਪਲੈਕਸ ਸਟੀਲ: 904L,2205,2507,2101,2520,2304 | |
| ਬਾਹਰੀ ਵਿਆਸ | 6-2500mm (ਲੋੜ ਅਨੁਸਾਰ) |
| ਮੋਟਾਈ | 0.3mm-150mm (ਲੋੜ ਅਨੁਸਾਰ) |
| ਲੰਬਾਈ | 2000mm/2500mm/3000mm/6000mm/12000mm (ਲੋੜ ਅਨੁਸਾਰ) |
| ਤਕਨੀਕ | ਸਹਿਜ |
| ਸਤ੍ਹਾ | ਨੰਬਰ 1 2B BA 6K 8K ਸ਼ੀਸ਼ਾ ਨੰਬਰ 4 HL |
| ਸਹਿਣਸ਼ੀਲਤਾ | ±1% |
| ਕੀਮਤ ਦੀਆਂ ਸ਼ਰਤਾਂ | ਐਫ.ਓ.ਬੀ., ਸੀ.ਐਫ.ਆਰ., ਸੀ.ਆਈ.ਐਫ. |










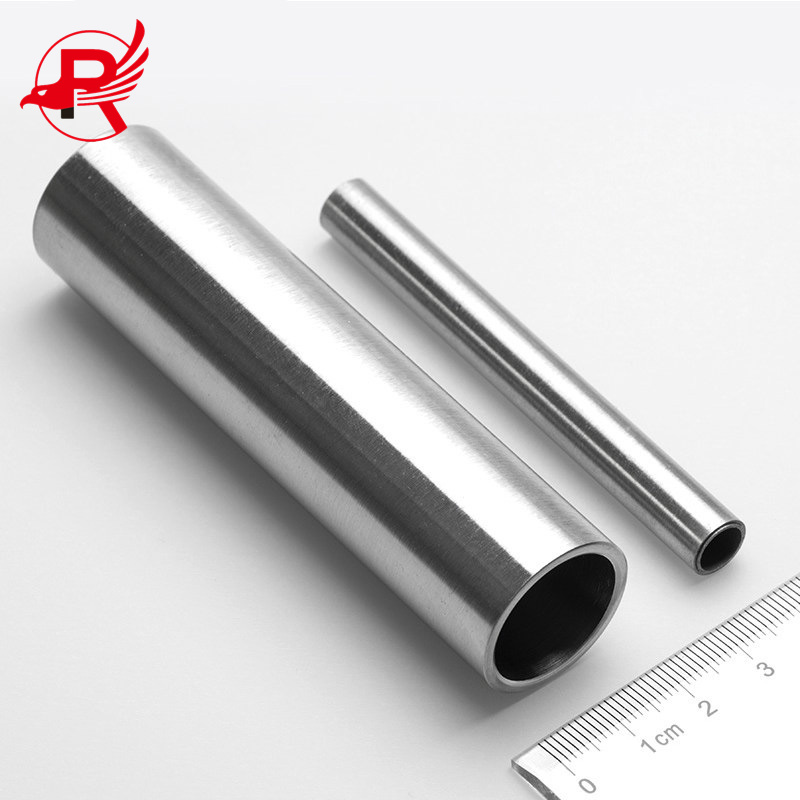
ਸਟੇਨਲੈੱਸ ਸਟੀਲ ਪਾਈਪ ਇੱਕ ਕਿਸਮ ਦਾ ਖੋਖਲਾ ਲੰਬਾ ਗੋਲ ਸਟੀਲ ਹੈ, ਜੋ ਮੁੱਖ ਤੌਰ 'ਤੇ ਪੈਟਰੋਲੀਅਮ, ਰਸਾਇਣਕ ਉਦਯੋਗ, ਡਾਕਟਰੀ ਇਲਾਜ, ਭੋਜਨ, ਹਲਕਾ ਉਦਯੋਗ, ਮਕੈਨੀਕਲ ਯੰਤਰ, ਆਦਿ ਉਦਯੋਗਿਕ ਆਵਾਜਾਈ ਪਾਈਪਲਾਈਨਾਂ ਦੇ ਨਾਲ-ਨਾਲ ਮਕੈਨੀਕਲ ਢਾਂਚਾਗਤ ਹਿੱਸਿਆਂ ਵਿੱਚ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ। ਇਸ ਤੋਂ ਇਲਾਵਾ, ਜਦੋਂ ਝੁਕਣ ਅਤੇ ਟੋਰਸ਼ਨਲ ਤਾਕਤ ਇੱਕੋ ਜਿਹੀ ਹੁੰਦੀ ਹੈ, ਤਾਂ ਭਾਰ ਹਲਕਾ ਹੁੰਦਾ ਹੈ, ਇਸ ਲਈ ਇਹ ਮਕੈਨੀਕਲ ਹਿੱਸਿਆਂ ਅਤੇ ਇੰਜੀਨੀਅਰਿੰਗ ਢਾਂਚਿਆਂ ਦੇ ਨਿਰਮਾਣ ਵਿੱਚ ਵੀ ਵਿਆਪਕ ਤੌਰ 'ਤੇ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ। ਆਮ ਤੌਰ 'ਤੇ ਫਰਨੀਚਰ ਅਤੇ ਰਸੋਈ ਦੇ ਸਮਾਨ ਆਦਿ ਵਜੋਂ ਵੀ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ।
ਨੋਟ:
1. ਮੁਫ਼ਤ ਨਮੂਨਾ, 100% ਵਿਕਰੀ ਤੋਂ ਬਾਅਦ ਗੁਣਵੱਤਾ ਭਰੋਸਾ, ਕਿਸੇ ਵੀ ਭੁਗਤਾਨ ਵਿਧੀ ਦਾ ਸਮਰਥਨ ਕਰੋ;
2. ਗੋਲ ਕਾਰਬਨ ਸਟੀਲ ਪਾਈਪਾਂ ਦੀਆਂ ਹੋਰ ਸਾਰੀਆਂ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਤੁਹਾਡੀ ਜ਼ਰੂਰਤ (OEM ਅਤੇ ODM) ਅਨੁਸਾਰ ਉਪਲਬਧ ਹਨ! ਫੈਕਟਰੀ ਕੀਮਤ ਤੁਹਾਨੂੰ ROYAL GROUP ਤੋਂ ਮਿਲੇਗੀ।
ਸਟੇਨਲੈੱਸ ਸਟੀਲ ਪਾਈਪ ਰਸਾਇਣਕ ਰਚਨਾਵਾਂ
| ਰਸਾਇਣਕ ਰਚਨਾ % | ||||||||
| ਗ੍ਰੇਡ | C | Si | Mn | P | S | Ni | Cr | Mo |
| 201 | ≤0 .15 | ≤0 .75 | 5. 5-7. 5 | ≤0.06 | ≤ 0.03 | 3.5 -5.5 | 16 .0 -18.0 | - |
| 202 | ≤0 .15 | ≤1.0 | 7.5-10.0 | ≤0.06 | ≤ 0.03 | 4.0-6.0 | 17.0-19.0 | - |
| 301 | ≤0 .15 | ≤1.0 | ≤2.0 | ≤0.045 | ≤ 0.03 | 6.0-8.0 | 16.0-18.0 | - |
| 302 | ≤0 .15 | ≤1.0 | ≤2.0 | ≤0.035 | ≤ 0.03 | 8.0-10.0 | 17.0-19.0 | - |
| 304 | ≤0 .0.08 | ≤1.0 | ≤2.0 | ≤0.045 | ≤ 0.03 | 8.0-10.5 | 18.0-20.0 | - |
| 304 ਐਲ | ≤0.03 | ≤1.0 | ≤2.0 | ≤0.035 | ≤ 0.03 | 9.0-13.0 | 18.0-20.0 | - |
| 309S - ਵਰਜਨ 1.0 | ≤0.08 | ≤1.0 | ≤2.0 | ≤0.045 | ≤ 0.03 | 12.0-15.0 | 22.0-24.0 | - |
| 310S - ਵਰਜਨ 1.0 | ≤0.08 | ≤1.5 | ≤2.0 | ≤0.035 | ≤ 0.03 | 19.0-22.0 | 24.0-26.0 | |
| 316 | ≤0.08 | ≤1.0 | ≤2.0 | ≤0.045 | ≤ 0.03 | 10.0-14.0 | 16.0-18.0 | 2.0-3.0 |
| 316 ਐਲ | ≤0 .03 | ≤1.0 | ≤2.0 | ≤0.045 | ≤ 0.03 | 12.0 - 15.0 | 16 .0 -1 8.0 | 2.0 -3.0 |
| 321 | ≤ 0 .08 | ≤1.0 | ≤2.0 | ≤0.035 | ≤ 0.03 | 9.0 - 13 .0 | 17.0 -1 9.0 | - |
| 630 | ≤ 0 .07 | ≤1.0 | ≤1.0 | ≤0.035 | ≤ 0.03 | 3.0-5.0 | 15.5-17.5 | - |
| 631 | ≤0.09 | ≤1.0 | ≤1.0 | ≤0.030 | ≤0.035 | 6.50-7.75 | 16.0-18.0 | - |
| 904L | ≤ 2 .0 | ≤0.045 | ≤1.0 | ≤0.035 | - | 23.0·28.0 | 19.0-23.0 | 4.0-5.0 |
| 2205 | ≤0.03 | ≤1.0 | ≤2.0 | ≤0.030 | ≤0.02 | 4.5-6.5 | 22.0-23.0 | 3.0-3.5 |
| 2507 | ≤0.03 | ≤0.8 | ≤1.2 | ≤0.035 | ≤0.02 | 6.0-8.0 | 24.0-26.0 | 3.0-5.0 |
| 2520 | ≤0.08 | ≤1.5 | ≤2.0 | ≤0.045 | ≤ 0.03 | 0.19 -0. 22 | 0. 24 -0 . 26 | - |
| 410 | ≤0.15 | ≤1.0 | ≤1.0 | ≤0.035 | ≤ 0.03 | - | 11.5-13.5 | - |
| 430 | ≤0.1 2 | ≤0.75 | ≤1.0 | ≤ 0.040 | ≤ 0.03 | ≤0.60 | 16.0 -18.0 | |
ਰੋਲਿੰਗ ਤੋਂ ਬਾਅਦ ਕੋਲਡ ਰੋਲਿੰਗ ਅਤੇ ਸਤਹ ਰੀਪ੍ਰੋਸੈਸਿੰਗ ਦੇ ਵੱਖ-ਵੱਖ ਪ੍ਰੋਸੈਸਿੰਗ ਤਰੀਕਿਆਂ ਦੁਆਰਾ, ਸਟੇਨਲੈਸ ਸਟੀਲ ਦੀ ਸਤਹ ਫਿਨਿਸ਼ਬਾਰs ਦੀਆਂ ਵੱਖ-ਵੱਖ ਕਿਸਮਾਂ ਹੋ ਸਕਦੀਆਂ ਹਨ।

ਸਟੇਨਲੈਸ ਸਟੀਲ ਪਾਈਪ ਦੀ ਸਤ੍ਹਾ ਪ੍ਰੋਸੈਸਿੰਗ ਵਿੱਚ NO.1, 2B, ਨੰਬਰ 4, HL, ਨੰਬਰ 6, ਨੰਬਰ 8, BA, TR ਹਾਰਡ, ਰੀਰੋਲਡ ਬ੍ਰਾਈਟ 2H, ਚਮਕਦਾਰ ਪਾਲਿਸ਼ਿੰਗ ਅਤੇ ਹੋਰ ਸਤ੍ਹਾ ਫਿਨਿਸ਼ ਆਦਿ ਹਨ।
ਨੰਬਰ 1: ਨੰਬਰ 1 ਸਤਹ ਸਟੇਨਲੈਸ ਸਟੀਲ ਪਾਈਪ ਦੇ ਗਰਮ ਰੋਲਿੰਗ ਤੋਂ ਬਾਅਦ ਗਰਮੀ ਦੇ ਇਲਾਜ ਅਤੇ ਅਚਾਰ ਦੁਆਰਾ ਪ੍ਰਾਪਤ ਕੀਤੀ ਸਤਹ ਨੂੰ ਦਰਸਾਉਂਦੀ ਹੈ। ਇਹ ਗਰਮ ਰੋਲਿੰਗ ਦੌਰਾਨ ਪੈਦਾ ਹੋਏ ਕਾਲੇ ਆਕਸਾਈਡ ਸਕੇਲ ਨੂੰ ਅਚਾਰ ਜਾਂ ਸਮਾਨ ਇਲਾਜ ਤਰੀਕਿਆਂ ਦੁਆਰਾ ਹਟਾਉਣ ਲਈ ਹੈ। ਇਹ ਨੰਬਰ 1 ਸਤਹ ਪ੍ਰੋਸੈਸਿੰਗ ਹੈ। ਨੰਬਰ 1 ਸਤਹ ਚਾਂਦੀ ਵਰਗੀ ਚਿੱਟੀ ਅਤੇ ਮੈਟ ਹੈ। ਮੁੱਖ ਤੌਰ 'ਤੇ ਗਰਮੀ-ਰੋਧਕ ਅਤੇ ਖੋਰ-ਰੋਧਕ ਉਦਯੋਗਾਂ ਵਿੱਚ ਵਰਤੀ ਜਾਂਦੀ ਹੈ ਜਿਨ੍ਹਾਂ ਨੂੰ ਸਤਹ ਦੀ ਚਮਕ ਦੀ ਲੋੜ ਨਹੀਂ ਹੁੰਦੀ, ਜਿਵੇਂ ਕਿ ਅਲਕੋਹਲ ਉਦਯੋਗ, ਰਸਾਇਣਕ ਉਦਯੋਗ ਅਤੇ ਵੱਡੇ ਕੰਟੇਨਰ।
2B: 2B ਦੀ ਸਤ੍ਹਾ 2D ਸਤ੍ਹਾ ਤੋਂ ਵੱਖਰੀ ਹੈ ਕਿਉਂਕਿ ਇਸਨੂੰ ਇੱਕ ਨਿਰਵਿਘਨ ਰੋਲਰ ਨਾਲ ਸਮਤਲ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਇਸ ਲਈ ਇਹ 2D ਸਤ੍ਹਾ ਨਾਲੋਂ ਚਮਕਦਾਰ ਹੈ। ਯੰਤਰ ਦੁਆਰਾ ਮਾਪਿਆ ਗਿਆ ਸਤ੍ਹਾ ਦਾ ਖੁਰਦਰਾਪਨ Ra ਮੁੱਲ 0.1~0.5μm ਹੈ, ਜੋ ਕਿ ਸਭ ਤੋਂ ਆਮ ਪ੍ਰੋਸੈਸਿੰਗ ਕਿਸਮ ਹੈ। ਇਸ ਕਿਸਮ ਦੀ ਸਟੇਨਲੈਸ ਸਟੀਲ ਸਟ੍ਰਿਪ ਸਤ੍ਹਾ ਸਭ ਤੋਂ ਬਹੁਪੱਖੀ ਹੈ, ਆਮ ਉਦੇਸ਼ਾਂ ਲਈ ਢੁਕਵੀਂ ਹੈ, ਜੋ ਕਿ ਰਸਾਇਣਕ, ਕਾਗਜ਼, ਪੈਟਰੋਲੀਅਮ, ਮੈਡੀਕਲ ਅਤੇ ਹੋਰ ਉਦਯੋਗਾਂ ਵਿੱਚ ਵਿਆਪਕ ਤੌਰ 'ਤੇ ਵਰਤੀ ਜਾਂਦੀ ਹੈ, ਅਤੇ ਇਸਨੂੰ ਇਮਾਰਤ ਦੇ ਪਰਦੇ ਦੀਵਾਰ ਵਜੋਂ ਵੀ ਵਰਤਿਆ ਜਾ ਸਕਦਾ ਹੈ।
TR ਹਾਰਡ ਫਿਨਿਸ਼: TR ਸਟੇਨਲੈਸ ਸਟੀਲ ਨੂੰ ਹਾਰਡ ਸਟੀਲ ਵੀ ਕਿਹਾ ਜਾਂਦਾ ਹੈ। ਇਸਦੇ ਪ੍ਰਤੀਨਿਧੀ ਸਟੀਲ ਗ੍ਰੇਡ 304 ਅਤੇ 301 ਹਨ, ਇਹ ਉਹਨਾਂ ਉਤਪਾਦਾਂ ਲਈ ਵਰਤੇ ਜਾਂਦੇ ਹਨ ਜਿਨ੍ਹਾਂ ਨੂੰ ਉੱਚ ਤਾਕਤ ਅਤੇ ਕਠੋਰਤਾ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ, ਜਿਵੇਂ ਕਿ ਰੇਲਵੇ ਵਾਹਨ, ਕਨਵੇਅਰ ਬੈਲਟ, ਸਪ੍ਰਿੰਗਸ ਅਤੇ ਗੈਸਕੇਟ। ਸਿਧਾਂਤ ਇਹ ਹੈ ਕਿ ਰੋਲਿੰਗ ਵਰਗੇ ਠੰਡੇ ਕੰਮ ਕਰਨ ਵਾਲੇ ਤਰੀਕਿਆਂ ਦੁਆਰਾ ਸਟੀਲ ਪਲੇਟ ਦੀ ਤਾਕਤ ਅਤੇ ਕਠੋਰਤਾ ਨੂੰ ਵਧਾਉਣ ਲਈ ਔਸਟੇਨੀਟਿਕ ਸਟੇਨਲੈਸ ਸਟੀਲ ਦੀਆਂ ਵਰਕ ਹਾਰਡਿੰਗ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਦੀ ਵਰਤੋਂ ਕੀਤੀ ਜਾਵੇ। ਸਖ਼ਤ ਸਮੱਗਰੀ 2B ਬੇਸ ਸਤਹ ਦੀ ਹਲਕੇ ਸਮਤਲਤਾ ਨੂੰ ਬਦਲਣ ਲਈ ਹਲਕੇ ਰੋਲਿੰਗ ਦੇ ਕੁਝ ਪ੍ਰਤੀਸ਼ਤ ਤੋਂ ਕਈ ਦਸ ਪ੍ਰਤੀਸ਼ਤ ਤੱਕ ਦੀ ਵਰਤੋਂ ਕਰਦੀ ਹੈ, ਅਤੇ ਰੋਲਿੰਗ ਤੋਂ ਬਾਅਦ ਕੋਈ ਐਨੀਲਿੰਗ ਨਹੀਂ ਕੀਤੀ ਜਾਂਦੀ। ਇਸ ਲਈ, ਸਖ਼ਤ ਸਮੱਗਰੀ ਦੀ TR ਹਾਰਡ ਸਤਹ ਰੋਲਡ ਤੋਂ ਬਾਅਦ ਕੋਲਡ ਰੋਲਿੰਗ ਸਤਹ ਹੈ।
ਰੀਰੋਲਡ ਬ੍ਰਾਈਟ 2H: ਰੋਲਿੰਗ ਪ੍ਰਕਿਰਿਆ ਤੋਂ ਬਾਅਦ। ਸਟੇਨਲੈਸ ਸਟੀਲ ਪਾਈਪ ਨੂੰ ਬ੍ਰਾਈਟ ਐਨੀਲਿੰਗ ਨਾਲ ਪ੍ਰੋਸੈਸ ਕੀਤਾ ਜਾਵੇਗਾ। ਪਾਈਪ ਨੂੰ ਨਿਰੰਤਰ ਐਨੀਲਿੰਗ ਲਾਈਨ ਦੁਆਰਾ ਤੇਜ਼ੀ ਨਾਲ ਠੰਢਾ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ। ਲਾਈਨ 'ਤੇ ਸਟੇਨਲੈਸ ਸਟੀਲ ਪਾਈਪ ਦੀ ਯਾਤਰਾ ਦੀ ਗਤੀ ਲਗਭਗ 60m~80m/ਮਿੰਟ ਹੈ। ਇਸ ਕਦਮ ਤੋਂ ਬਾਅਦ, ਸਤ੍ਹਾ ਦੀ ਸਮਾਪਤੀ 2H ਬ੍ਰਾਈਟ ਰੀਰੋਲਡ ਹੋਵੇਗੀ।
ਨੰਬਰ 4: ਨੰਬਰ 4 ਦੀ ਸਤ੍ਹਾ ਇੱਕ ਬਰੀਕ ਪਾਲਿਸ਼ ਕੀਤੀ ਸਤ੍ਹਾ ਫਿਨਿਸ਼ ਹੈ ਜੋ ਨੰਬਰ 3 ਦੀ ਸਤ੍ਹਾ ਨਾਲੋਂ ਚਮਕਦਾਰ ਹੈ। ਇਹ ਸਟੇਨਲੈਸ ਸਟੀਲ ਕੋਲਡ-ਰੋਲਡ ਸਟੇਨਲੈਸ ਸਟੀਲ ਪਾਈਪ ਨੂੰ 2 D ਜਾਂ 2 B ਸਤ੍ਹਾ ਦੇ ਅਧਾਰ ਵਜੋਂ ਪਾਲਿਸ਼ ਕਰਕੇ ਅਤੇ 150-180# ਮਸ਼ੀਨ ਵਾਲੀ ਸਤ੍ਹਾ ਦੇ ਅਨਾਜ ਦੇ ਆਕਾਰ ਵਾਲੀ ਘ੍ਰਿਣਾਯੋਗ ਬੈਲਟ ਨਾਲ ਪਾਲਿਸ਼ ਕਰਕੇ ਵੀ ਪ੍ਰਾਪਤ ਕੀਤੀ ਜਾਂਦੀ ਹੈ। ਯੰਤਰ ਦੁਆਰਾ ਮਾਪੀ ਗਈ ਸਤ੍ਹਾ ਦੀ ਖੁਰਦਰੀ Ra ਮੁੱਲ 0.2~1.5μm ਹੈ। NO.4 ਸਤ੍ਹਾ ਰੈਸਟੋਰੈਂਟ ਅਤੇ ਰਸੋਈ ਦੇ ਉਪਕਰਣਾਂ, ਮੈਡੀਕਲ ਉਪਕਰਣਾਂ, ਆਰਕੀਟੈਕਚਰਲ ਸਜਾਵਟ, ਕੰਟੇਨਰਾਂ, ਆਦਿ ਵਿੱਚ ਵਿਆਪਕ ਤੌਰ 'ਤੇ ਵਰਤੀ ਜਾਂਦੀ ਹੈ।
HL: HL ਸਤਹ ਨੂੰ ਆਮ ਤੌਰ 'ਤੇ ਹੇਅਰਲਾਈਨ ਫਿਨਿਸ਼ ਕਿਹਾ ਜਾਂਦਾ ਹੈ। ਜਾਪਾਨੀ JIS ਸਟੈਂਡਰਡ ਇਹ ਨਿਰਧਾਰਤ ਕਰਦਾ ਹੈ ਕਿ ਪ੍ਰਾਪਤ ਕੀਤੀ ਗਈ ਨਿਰੰਤਰ ਹੇਅਰਲਾਈਨ ਵਰਗੀ ਘ੍ਰਿਣਾਯੋਗ ਸਤਹ ਨੂੰ ਪਾਲਿਸ਼ ਕਰਨ ਲਈ 150-240# ਘ੍ਰਿਣਾਯੋਗ ਬੈਲਟ ਦੀ ਵਰਤੋਂ ਕੀਤੀ ਜਾਂਦੀ ਹੈ। ਚੀਨ ਦੇ GB3280 ਸਟੈਂਡਰਡ ਵਿੱਚ, ਨਿਯਮ ਕਾਫ਼ੀ ਅਸਪਸ਼ਟ ਹਨ। HL ਸਤਹ ਫਿਨਿਸ਼ ਜ਼ਿਆਦਾਤਰ ਇਮਾਰਤਾਂ ਦੀ ਸਜਾਵਟ ਜਿਵੇਂ ਕਿ ਐਲੀਵੇਟਰ, ਐਸਕੇਲੇਟਰਾਂ ਅਤੇ ਚਿਹਰੇ ਲਈ ਵਰਤੀ ਜਾਂਦੀ ਹੈ।
ਨੰ.6: ਨੰ.6 ਦੀ ਸਤ੍ਹਾ ਨੰ.4 ਦੀ ਸਤ੍ਹਾ 'ਤੇ ਆਧਾਰਿਤ ਹੈ ਅਤੇ ਇਸਨੂੰ ਟੈਂਪੀਕੋ ਬੁਰਸ਼ ਜਾਂ GB2477 ਸਟੈਂਡਰਡ ਦੁਆਰਾ ਦਰਸਾਏ ਗਏ W63 ਕਣ ਆਕਾਰ ਵਾਲੇ ਘਸਾਉਣ ਵਾਲੇ ਪਦਾਰਥ ਨਾਲ ਹੋਰ ਪਾਲਿਸ਼ ਕੀਤਾ ਗਿਆ ਹੈ। ਇਸ ਸਤ੍ਹਾ ਵਿੱਚ ਇੱਕ ਚੰਗੀ ਧਾਤੂ ਚਮਕ ਅਤੇ ਨਰਮ ਪ੍ਰਦਰਸ਼ਨ ਹੈ। ਪ੍ਰਤੀਬਿੰਬ ਕਮਜ਼ੋਰ ਹੈ ਅਤੇ ਚਿੱਤਰ ਨੂੰ ਨਹੀਂ ਦਰਸਾਉਂਦਾ। ਇਸ ਚੰਗੀ ਵਿਸ਼ੇਸ਼ਤਾ ਦੇ ਕਾਰਨ, ਇਹ ਇਮਾਰਤ ਦੇ ਪਰਦੇ ਦੀਆਂ ਕੰਧਾਂ ਬਣਾਉਣ ਅਤੇ ਇਮਾਰਤ ਦੇ ਫਰਿੰਜ ਸਜਾਵਟ ਬਣਾਉਣ ਲਈ ਬਹੁਤ ਢੁਕਵਾਂ ਹੈ, ਅਤੇ ਰਸੋਈ ਦੇ ਭਾਂਡਿਆਂ ਵਜੋਂ ਵੀ ਵਿਆਪਕ ਤੌਰ 'ਤੇ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ।
BA: BA ਕੋਲਡ ਰੋਲਿੰਗ ਤੋਂ ਬਾਅਦ ਚਮਕਦਾਰ ਗਰਮੀ ਦੇ ਇਲਾਜ ਦੁਆਰਾ ਪ੍ਰਾਪਤ ਕੀਤੀ ਗਈ ਸਤ੍ਹਾ ਹੈ। ਚਮਕਦਾਰ ਗਰਮੀ ਦਾ ਇਲਾਜ ਇੱਕ ਸੁਰੱਖਿਆ ਵਾਲੇ ਵਾਤਾਵਰਣ ਦੇ ਹੇਠਾਂ ਐਨੀਲਿੰਗ ਹੈ ਜੋ ਗਰੰਟੀ ਦਿੰਦਾ ਹੈ ਕਿ ਕੋਲਡ-ਰੋਲਡ ਸਤਹ ਦੀ ਚਮਕ ਨੂੰ ਸੁਰੱਖਿਅਤ ਰੱਖਣ ਲਈ ਸਤਹ ਨੂੰ ਆਕਸੀਡਾਈਜ਼ ਨਹੀਂ ਕੀਤਾ ਗਿਆ ਹੈ, ਅਤੇ ਫਿਰ ਸਤਹ ਦੀ ਚਮਕ ਨੂੰ ਬਿਹਤਰ ਬਣਾਉਣ ਲਈ ਲਾਈਟ ਲੈਵਲਿੰਗ ਲਈ ਇੱਕ ਉੱਚ-ਸ਼ੁੱਧਤਾ ਸਮੂਥਿੰਗ ਰੋਲ ਦੀ ਵਰਤੋਂ ਕਰੋ। ਇਹ ਸਤਹ ਇੱਕ ਸ਼ੀਸ਼ੇ ਦੀ ਸਮਾਪਤੀ ਦੇ ਨੇੜੇ ਹੈ, ਅਤੇ ਯੰਤਰ ਦੁਆਰਾ ਮਾਪੀ ਗਈ ਸਤਹ ਦੀ ਖੁਰਦਰੀ Ra ਮੁੱਲ 0.05-0.1μm ਹੈ। BA ਸਤਹ ਦੇ ਉਪਯੋਗਾਂ ਦੀ ਇੱਕ ਵਿਸ਼ਾਲ ਸ਼੍ਰੇਣੀ ਹੈ ਅਤੇ ਇਸਨੂੰ ਰਸੋਈ ਦੇ ਭਾਂਡਿਆਂ, ਘਰੇਲੂ ਉਪਕਰਣਾਂ, ਮੈਡੀਕਲ ਉਪਕਰਣਾਂ, ਆਟੋ ਪਾਰਟਸ ਅਤੇ ਸਜਾਵਟ ਵਜੋਂ ਵਰਤਿਆ ਜਾ ਸਕਦਾ ਹੈ।
ਨੰ.8: ਨੰ.8 ਇੱਕ ਸ਼ੀਸ਼ੇ ਨਾਲ ਤਿਆਰ ਸਤ੍ਹਾ ਹੈ ਜਿਸ ਵਿੱਚ ਘਿਸੇ ਹੋਏ ਦਾਣਿਆਂ ਤੋਂ ਬਿਨਾਂ ਸਭ ਤੋਂ ਵੱਧ ਪ੍ਰਤੀਬਿੰਬਤਾ ਹੁੰਦੀ ਹੈ। ਸਟੇਨਲੈਸ ਸਟੀਲ ਡੀਪ ਪ੍ਰੋਸੈਸਿੰਗ ਉਦਯੋਗ 8K ਪਲੇਟਾਂ ਨੂੰ ਵੀ ਬੁਲਾਉਂਦਾ ਹੈ। ਆਮ ਤੌਰ 'ਤੇ, BA ਸਮੱਗਰੀ ਨੂੰ ਸਿਰਫ਼ ਪੀਸਣ ਅਤੇ ਪਾਲਿਸ਼ ਕਰਨ ਦੁਆਰਾ ਸ਼ੀਸ਼ੇ ਦੀ ਸਮਾਪਤੀ ਲਈ ਕੱਚੇ ਮਾਲ ਵਜੋਂ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ। ਸ਼ੀਸ਼ੇ ਦੀ ਸਮਾਪਤੀ ਤੋਂ ਬਾਅਦ, ਸਤ੍ਹਾ ਕਲਾਤਮਕ ਹੁੰਦੀ ਹੈ, ਇਸ ਲਈ ਇਹ ਜ਼ਿਆਦਾਤਰ ਇਮਾਰਤ ਦੇ ਪ੍ਰਵੇਸ਼ ਦੁਆਰ ਦੀ ਸਜਾਵਟ ਅਤੇ ਅੰਦਰੂਨੀ ਸਜਾਵਟ ਵਿੱਚ ਵਰਤੀ ਜਾਂਦੀ ਹੈ।
ਮੁੱਖ ਉਤਪਾਦਨ ਪ੍ਰਕਿਰਿਆ: ਗੋਲ ਸਟੀਲ → ਮੁੜ-ਨਿਰੀਖਣ → ਛਿੱਲਣਾ → ਬਲੈਂਕਿੰਗ → ਸੈਂਟਰਿੰਗ → ਹੀਟਿੰਗ → ਪਰਫੋਰੇਸ਼ਨ → ਪਿਕਲਿੰਗ → ਫਲੈਟ ਹੈੱਡ → ਨਿਰੀਖਣ ਅਤੇ ਪੀਸਣਾ → ਕੋਲਡ ਰੋਲਿੰਗ (ਕੋਲਡ ਡਰਾਇੰਗ) → ਡੀਗਰੇਸਿੰਗ → ਹੀਟ ਟ੍ਰੀਟਮੈਂਟ → ਸਿੱਧਾ ਕਰਨਾ → ਪਾਈਪ ਕੱਟਣਾ (ਲੰਬਾਈ ਤੋਂ ਸਥਿਰ) )→ ਪਿਕਲਿੰਗ/ਪੈਸੀਵੇਸ਼ਨ → ਤਿਆਰ ਉਤਪਾਦ ਨਿਰੀਖਣ (ਐਡੀ ਕਰੰਟ, ਅਲਟਰਾਸੋਨਿਕ, ਪਾਣੀ ਦਾ ਦਬਾਅ) → ਪੈਕਿੰਗ ਅਤੇ ਸਟੋਰੇਜ।
1. ਗੋਲ ਸਟੀਲ ਕੱਟਣਾ: ਕੱਚੇ ਮਾਲ ਦੇ ਗੋਦਾਮ ਤੋਂ ਗੋਲ ਸਟੀਲ ਪ੍ਰਾਪਤ ਕਰਨ ਤੋਂ ਬਾਅਦ, ਪ੍ਰਕਿਰਿਆ ਦੀਆਂ ਜ਼ਰੂਰਤਾਂ ਦੇ ਅਨੁਸਾਰ ਗੋਲ ਸਟੀਲ ਦੀ ਕੱਟਣ ਦੀ ਲੰਬਾਈ ਦੀ ਗਣਨਾ ਕਰੋ, ਅਤੇ ਗੋਲ ਸਟੀਲ 'ਤੇ ਇੱਕ ਲਾਈਨ ਖਿੱਚੋ। ਸਟੀਲ ਨੂੰ ਸਟੀਲ ਗ੍ਰੇਡ, ਹੀਟ ਨੰਬਰ, ਉਤਪਾਦਨ ਬੈਚ ਨੰਬਰ ਅਤੇ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਦੇ ਅਨੁਸਾਰ ਸਟੈਕ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਸਿਰਿਆਂ ਨੂੰ ਵੱਖ-ਵੱਖ ਰੰਗਾਂ ਦੇ ਪੇਂਟ ਦੁਆਰਾ ਵੱਖ ਕੀਤਾ ਜਾਂਦਾ ਹੈ।
2. ਸੈਂਟਰਿੰਗ: ਕਰਾਸ ਆਰਮ ਡ੍ਰਿਲਿੰਗ ਮਸ਼ੀਨ ਨੂੰ ਸੈਂਟਰ ਕਰਦੇ ਸਮੇਂ, ਪਹਿਲਾਂ ਗੋਲ ਸਟੀਲ ਦੇ ਇੱਕ ਹਿੱਸੇ ਵਿੱਚ ਸੈਂਟਰ ਪੁਆਇੰਟ ਲੱਭੋ, ਸੈਂਪਲ ਹੋਲ ਨੂੰ ਪੰਚ ਕਰੋ, ਅਤੇ ਫਿਰ ਇਸਨੂੰ ਸੈਂਟਰਿੰਗ ਲਈ ਡ੍ਰਿਲਿੰਗ ਮਸ਼ੀਨ ਟੇਬਲ 'ਤੇ ਲੰਬਕਾਰੀ ਤੌਰ 'ਤੇ ਠੀਕ ਕਰੋ। ਸੈਂਟਰਿੰਗ ਤੋਂ ਬਾਅਦ ਗੋਲ ਬਾਰਾਂ ਨੂੰ ਸਟੀਲ ਗ੍ਰੇਡ, ਹੀਟ ਨੰਬਰ, ਸਪੈਸੀਫਿਕੇਸ਼ਨ ਅਤੇ ਉਤਪਾਦਨ ਬੈਚ ਨੰਬਰ ਦੇ ਅਨੁਸਾਰ ਸਟੈਕ ਕੀਤਾ ਜਾਂਦਾ ਹੈ।
3. ਛਿੱਲਣਾ: ਛਿੱਲਣਾ ਆਉਣ ਵਾਲੀ ਸਮੱਗਰੀ ਦੇ ਨਿਰੀਖਣ ਨੂੰ ਪਾਸ ਕਰਨ ਤੋਂ ਬਾਅਦ ਕੀਤਾ ਜਾਂਦਾ ਹੈ। ਛਿੱਲਣ ਵਿੱਚ ਖਰਾਦ ਛਿੱਲਣਾ ਅਤੇ ਵ੍ਹੀਲਵਿੰਡ ਕੱਟਣਾ ਸ਼ਾਮਲ ਹੈ। ਖਰਾਦ ਛਿੱਲਣਾ ਇੱਕ ਕਲੈਂਪ ਅਤੇ ਇੱਕ ਟੌਪ ਦੀ ਪ੍ਰੋਸੈਸਿੰਗ ਵਿਧੀ ਦੁਆਰਾ ਖਰਾਦ 'ਤੇ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਵ੍ਹੀਲਵਿੰਡ ਕੱਟਣਾ ਮਸ਼ੀਨ ਟੂਲ 'ਤੇ ਗੋਲ ਸਟੀਲ ਨੂੰ ਲਟਕਾਉਣ ਲਈ ਹੁੰਦਾ ਹੈ। ਘੁੰਮਣਾ ਕਰੋ।
4. ਸਤ੍ਹਾ ਨਿਰੀਖਣ: ਛਿੱਲੇ ਹੋਏ ਗੋਲ ਸਟੀਲ ਦੀ ਗੁਣਵੱਤਾ ਨਿਰੀਖਣ ਕੀਤੀ ਜਾਂਦੀ ਹੈ, ਅਤੇ ਮੌਜੂਦਾ ਸਤ੍ਹਾ ਦੇ ਨੁਕਸ ਚਿੰਨ੍ਹਿਤ ਕੀਤੇ ਜਾਂਦੇ ਹਨ, ਅਤੇ ਪੀਸਣ ਵਾਲੇ ਕਰਮਚਾਰੀ ਉਨ੍ਹਾਂ ਨੂੰ ਉਦੋਂ ਤੱਕ ਪੀਸਣਗੇ ਜਦੋਂ ਤੱਕ ਉਹ ਯੋਗ ਨਹੀਂ ਹੋ ਜਾਂਦੇ। ਨਿਰੀਖਣ ਪਾਸ ਕਰਨ ਵਾਲੀਆਂ ਗੋਲ ਬਾਰਾਂ ਨੂੰ ਸਟੀਲ ਗ੍ਰੇਡ, ਹੀਟ ਨੰਬਰ, ਸਪੈਸੀਫਿਕੇਸ਼ਨ ਅਤੇ ਉਤਪਾਦਨ ਬੈਚ ਨੰਬਰ ਦੇ ਅਨੁਸਾਰ ਵੱਖਰੇ ਤੌਰ 'ਤੇ ਢੇਰ ਕੀਤਾ ਜਾਂਦਾ ਹੈ।
5. ਗੋਲ ਸਟੀਲ ਹੀਟਿੰਗ: ਗੋਲ ਸਟੀਲ ਹੀਟਿੰਗ ਉਪਕਰਣਾਂ ਵਿੱਚ ਗੈਸ-ਫਾਇਰਡ ਇਨਕਲਾਇੰਟਡ ਹਾਰਥ ਫਰਨੇਸ ਅਤੇ ਗੈਸ-ਫਾਇਰਡ ਬਾਕਸ-ਟਾਈਪ ਫਰਨੇਸ ਸ਼ਾਮਲ ਹਨ। ਗੈਸ-ਫਾਇਰਡ ਇਨਕਲਾਇੰਟਡ-ਹਾਰਟ ਫਰਨੇਸ ਨੂੰ ਵੱਡੇ ਬੈਚਾਂ ਵਿੱਚ ਗਰਮ ਕਰਨ ਲਈ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਗੈਸ-ਫਾਇਰਡ ਬਾਕਸ-ਟਾਈਪ ਫਰਨੇਸ ਨੂੰ ਛੋਟੇ ਬੈਚਾਂ ਵਿੱਚ ਗਰਮ ਕਰਨ ਲਈ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ। ਭੱਠੀ ਵਿੱਚ ਦਾਖਲ ਹੋਣ ਵੇਲੇ, ਵੱਖ-ਵੱਖ ਸਟੀਲ ਗ੍ਰੇਡਾਂ, ਗਰਮੀ ਨੰਬਰਾਂ ਅਤੇ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਦੇ ਗੋਲ ਬਾਰਾਂ ਨੂੰ ਪੁਰਾਣੀ ਬਾਹਰੀ ਫਿਲਮ ਦੁਆਰਾ ਵੱਖ ਕੀਤਾ ਜਾਂਦਾ ਹੈ। ਜਦੋਂ ਗੋਲ ਬਾਰਾਂ ਨੂੰ ਗਰਮ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਤਾਂ ਟਰਨਰ ਬਾਰਾਂ ਨੂੰ ਮੋੜਨ ਲਈ ਵਿਸ਼ੇਸ਼ ਔਜ਼ਾਰਾਂ ਦੀ ਵਰਤੋਂ ਕਰਦੇ ਹਨ ਤਾਂ ਜੋ ਇਹ ਯਕੀਨੀ ਬਣਾਇਆ ਜਾ ਸਕੇ ਕਿ ਗੋਲ ਬਾਰਾਂ ਨੂੰ ਬਰਾਬਰ ਗਰਮ ਕੀਤਾ ਗਿਆ ਹੈ।
6. ਗਰਮ ਰੋਲਿੰਗ ਪੀਅਰਸਿੰਗ: ਪੀਅਰਸਿੰਗ ਯੂਨਿਟ ਅਤੇ ਏਅਰ ਕੰਪ੍ਰੈਸਰ ਦੀ ਵਰਤੋਂ ਕਰੋ। ਪਰਫੋਰੇਟਿਡ ਗੋਲ ਸਟੀਲ ਦੀਆਂ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਦੇ ਅਨੁਸਾਰ, ਸੰਬੰਧਿਤ ਗਾਈਡ ਪਲੇਟਾਂ ਅਤੇ ਮੋਲੀਬਡੇਨਮ ਪਲੱਗ ਚੁਣੇ ਜਾਂਦੇ ਹਨ, ਅਤੇ ਗਰਮ ਕੀਤੇ ਗੋਲ ਸਟੀਲ ਨੂੰ ਪਰਫੋਰੇਟਰ ਨਾਲ ਪਰਫੋਰੇਟ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਵਿੰਨ੍ਹੀਆਂ ਹੋਈਆਂ ਰਹਿੰਦ-ਖੂੰਹਦ ਪਾਈਪਾਂ ਨੂੰ ਪੂਰੀ ਤਰ੍ਹਾਂ ਠੰਢਾ ਕਰਨ ਲਈ ਬੇਤਰਤੀਬੇ ਪੂਲ ਵਿੱਚ ਖੁਆਇਆ ਜਾਂਦਾ ਹੈ।
7. ਨਿਰੀਖਣ ਅਤੇ ਪੀਸਣਾ: ਜਾਂਚ ਕਰੋ ਕਿ ਰਹਿੰਦ-ਖੂੰਹਦ ਦੇ ਪਾਈਪ ਦੀਆਂ ਅੰਦਰੂਨੀ ਅਤੇ ਬਾਹਰੀ ਸਤਹਾਂ ਨਿਰਵਿਘਨ ਅਤੇ ਨਿਰਵਿਘਨ ਹਨ, ਅਤੇ ਕੋਈ ਫੁੱਲਾਂ ਦੀ ਚਮੜੀ, ਚੀਰ, ਇੰਟਰਲੇਅਰ, ਡੂੰਘੇ ਟੋਏ, ਗੰਭੀਰ ਧਾਗੇ ਦੇ ਨਿਸ਼ਾਨ, ਟਾਵਰ ਆਇਰਨ, ਫਰਿੱਟਰ, ਬਾਓਟੋ ਅਤੇ ਦਾਤਰੀ ਦੇ ਸਿਰ ਨਹੀਂ ਹੋਣੇ ਚਾਹੀਦੇ। ਰਹਿੰਦ-ਖੂੰਹਦ ਦੇ ਪਾਈਪ ਦੇ ਸਤਹ ਦੇ ਨੁਕਸ ਸਥਾਨਕ ਪੀਸਣ ਦੇ ਢੰਗ ਦੁਆਰਾ ਦੂਰ ਕੀਤੇ ਜਾ ਸਕਦੇ ਹਨ। ਰਹਿੰਦ-ਖੂੰਹਦ ਦੀਆਂ ਪਾਈਪਾਂ ਜਿਨ੍ਹਾਂ ਨੇ ਨਿਰੀਖਣ ਪਾਸ ਕੀਤਾ ਹੈ ਜਾਂ ਜਿਨ੍ਹਾਂ ਨੇ ਮਾਮੂਲੀ ਨੁਕਸ ਨਾਲ ਮੁਰੰਮਤ ਅਤੇ ਪੀਸਣ ਤੋਂ ਬਾਅਦ ਨਿਰੀਖਣ ਪਾਸ ਕੀਤਾ ਹੈ, ਨੂੰ ਵਰਕਸ਼ਾਪ ਬੰਡਲਰਾਂ ਦੁਆਰਾ ਜ਼ਰੂਰਤਾਂ ਅਨੁਸਾਰ ਬੰਡਲ ਕੀਤਾ ਜਾਵੇਗਾ, ਅਤੇ ਰਹਿੰਦ-ਖੂੰਹਦ ਦੇ ਪਾਈਪ ਦੇ ਸਟੀਲ ਗ੍ਰੇਡ, ਭੱਠੀ ਨੰਬਰ, ਨਿਰਧਾਰਨ ਅਤੇ ਉਤਪਾਦਨ ਬੈਚ ਨੰਬਰ ਦੇ ਅਨੁਸਾਰ ਸਟੈਕ ਕੀਤਾ ਜਾਵੇਗਾ।
8. ਸਿੱਧਾ ਕਰਨਾ: ਪਰਫੋਰੇਸ਼ਨ ਵਰਕਸ਼ਾਪ ਵਿੱਚ ਆਉਣ ਵਾਲੇ ਕੂੜੇ ਦੇ ਪਾਈਪ ਬੰਡਲਾਂ ਵਿੱਚ ਪੈਕ ਕੀਤੇ ਜਾਂਦੇ ਹਨ। ਆਉਣ ਵਾਲੇ ਕੂੜੇ ਦੇ ਪਾਈਪ ਦੀ ਸ਼ਕਲ ਮੋੜੀ ਹੋਈ ਹੈ ਅਤੇ ਇਸਨੂੰ ਸਿੱਧਾ ਕਰਨ ਦੀ ਲੋੜ ਹੈ। ਸਿੱਧਾ ਕਰਨ ਵਾਲੇ ਉਪਕਰਣ ਵਰਟੀਕਲ ਸਟ੍ਰੇਟਨਿੰਗ ਮਸ਼ੀਨ, ਹਰੀਜੱਟਲ ਸਟ੍ਰੇਟਨਿੰਗ ਮਸ਼ੀਨ ਅਤੇ ਵਰਟੀਕਲ ਹਾਈਡ੍ਰੌਲਿਕ ਪ੍ਰੈਸ ਹਨ (ਸਟੀਲ ਪਾਈਪ ਵਿੱਚ ਵੱਡਾ ਵਕਰ ਹੋਣ 'ਤੇ ਪਹਿਲਾਂ ਤੋਂ ਸਿੱਧਾ ਕਰਨ ਲਈ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ)। ਸਿੱਧਾ ਕਰਨ ਦੌਰਾਨ ਸਟੀਲ ਪਾਈਪ ਨੂੰ ਛਾਲ ਮਾਰਨ ਤੋਂ ਰੋਕਣ ਲਈ, ਸਟੀਲ ਪਾਈਪ ਨੂੰ ਸੀਮਤ ਕਰਨ ਲਈ ਇੱਕ ਨਾਈਲੋਨ ਸਲੀਵ ਦੀ ਵਰਤੋਂ ਕੀਤੀ ਜਾਂਦੀ ਹੈ।
9. ਪਾਈਪ ਕੱਟਣਾ: ਉਤਪਾਦਨ ਯੋਜਨਾ ਦੇ ਅਨੁਸਾਰ, ਸਿੱਧੀ ਕੀਤੀ ਗਈ ਰਹਿੰਦ-ਖੂੰਹਦ ਵਾਲੀ ਪਾਈਪ ਦਾ ਸਿਰ ਅਤੇ ਪੂਛ ਕੱਟਣ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ, ਅਤੇ ਵਰਤਿਆ ਜਾਣ ਵਾਲਾ ਉਪਕਰਣ ਇੱਕ ਪੀਸਣ ਵਾਲਾ ਪਹੀਆ ਕੱਟਣ ਵਾਲੀ ਮਸ਼ੀਨ ਹੈ।
10. ਅਚਾਰ: ਕੂੜੇ ਦੇ ਪਾਈਪ ਦੀ ਸਤ੍ਹਾ 'ਤੇ ਆਕਸਾਈਡ ਸਕੇਲ ਅਤੇ ਅਸ਼ੁੱਧੀਆਂ ਨੂੰ ਹਟਾਉਣ ਲਈ ਸਿੱਧੇ ਕੀਤੇ ਸਟੀਲ ਪਾਈਪ ਨੂੰ ਅਚਾਰ ਬਣਾਉਣ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ। ਸਟੀਲ ਪਾਈਪ ਨੂੰ ਅਚਾਰ ਵਰਕਸ਼ਾਪ ਵਿੱਚ ਅਚਾਰ ਬਣਾਇਆ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਸਟੀਲ ਪਾਈਪ ਨੂੰ ਹੌਲੀ-ਹੌਲੀ ਗੱਡੀ ਚਲਾ ਕੇ ਅਚਾਰ ਬਣਾਉਣ ਲਈ ਅਚਾਰ ਟੈਂਕ ਵਿੱਚ ਲਹਿਰਾਇਆ ਜਾਂਦਾ ਹੈ।
11. ਪੀਸਣਾ, ਐਂਡੋਸਕੋਪੀ ਨਿਰੀਖਣ ਅਤੇ ਅੰਦਰੂਨੀ ਪਾਲਿਸ਼ਿੰਗ: ਸਟੀਲ ਪਾਈਪ ਜੋ ਅਚਾਰ ਬਣਾਉਣ ਲਈ ਯੋਗ ਹਨ, ਬਾਹਰੀ ਸਤਹ ਪੀਸਣ ਦੀ ਪ੍ਰਕਿਰਿਆ ਵਿੱਚ ਦਾਖਲ ਹੁੰਦੇ ਹਨ, ਪਾਲਿਸ਼ ਕੀਤੇ ਸਟੀਲ ਪਾਈਪਾਂ ਨੂੰ ਐਂਡੋਸਕੋਪਿਕ ਨਿਰੀਖਣ ਦੇ ਅਧੀਨ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਵਿਸ਼ੇਸ਼ ਜ਼ਰੂਰਤਾਂ ਵਾਲੇ ਅਯੋਗ ਉਤਪਾਦਾਂ ਜਾਂ ਪ੍ਰਕਿਰਿਆਵਾਂ ਨੂੰ ਅੰਦਰੂਨੀ ਤੌਰ 'ਤੇ ਪਾਲਿਸ਼ ਕਰਨ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ।
12. ਕੋਲਡ ਰੋਲਿੰਗ ਪ੍ਰਕਿਰਿਆ/ਕੋਲਡ ਡਰਾਇੰਗ ਪ੍ਰਕਿਰਿਆ
ਕੋਲਡ ਰੋਲਿੰਗ: ਸਟੀਲ ਪਾਈਪ ਨੂੰ ਕੋਲਡ ਰੋਲਿੰਗ ਮਿੱਲ ਦੇ ਰੋਲ ਦੁਆਰਾ ਰੋਲ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਸਟੀਲ ਪਾਈਪ ਦਾ ਆਕਾਰ ਅਤੇ ਲੰਬਾਈ ਲਗਾਤਾਰ ਠੰਡੇ ਵਿਗਾੜ ਦੁਆਰਾ ਬਦਲੀ ਜਾਂਦੀ ਹੈ।
ਕੋਲਡ ਡਰਾਇੰਗ: ਸਟੀਲ ਪਾਈਪ ਨੂੰ ਸਟੀਲ ਪਾਈਪ ਦੇ ਆਕਾਰ ਅਤੇ ਲੰਬਾਈ ਨੂੰ ਬਦਲਣ ਲਈ ਬਿਨਾਂ ਗਰਮ ਕੀਤੇ ਕੋਲਡ ਡਰਾਇੰਗ ਮਸ਼ੀਨ ਨਾਲ ਫਲੇਅਰਡ ਅਤੇ ਵਾਲ-ਰਿਡਿਊਸ ਕੀਤਾ ਜਾਂਦਾ ਹੈ। ਕੋਲਡ-ਡਰਾਇੰਗ ਸਟੀਲ ਪਾਈਪ ਵਿੱਚ ਉੱਚ ਅਯਾਮੀ ਸ਼ੁੱਧਤਾ ਅਤੇ ਚੰਗੀ ਸਤਹ ਫਿਨਿਸ਼ ਹੁੰਦੀ ਹੈ। ਨੁਕਸਾਨ ਇਹ ਹੈ ਕਿ ਬਕਾਇਆ ਤਣਾਅ ਵੱਡਾ ਹੁੰਦਾ ਹੈ, ਅਤੇ ਵੱਡੇ-ਵਿਆਸ ਵਾਲੇ ਕੋਲਡ-ਡਰਾਇੰਗ ਪਾਈਪ ਅਕਸਰ ਵਰਤੇ ਜਾਂਦੇ ਹਨ, ਅਤੇ ਤਿਆਰ ਉਤਪਾਦ ਬਣਾਉਣ ਦੀ ਗਤੀ ਹੌਲੀ ਹੁੰਦੀ ਹੈ। ਕੋਲਡ ਡਰਾਇੰਗ ਦੀ ਖਾਸ ਪ੍ਰਕਿਰਿਆ ਵਿੱਚ ਸ਼ਾਮਲ ਹਨ:
① ਹੈਡਿੰਗ ਵੈਲਡਿੰਗ ਹੈੱਡ: ਕੋਲਡ ਡਰਾਇੰਗ ਤੋਂ ਪਹਿਲਾਂ, ਡਰਾਇੰਗ ਪ੍ਰਕਿਰਿਆ ਲਈ ਤਿਆਰ ਕਰਨ ਲਈ ਸਟੀਲ ਪਾਈਪ ਦੇ ਇੱਕ ਸਿਰੇ ਨੂੰ ਹੈੱਡ (ਛੋਟੇ ਵਿਆਸ ਵਾਲਾ ਸਟੀਲ ਪਾਈਪ) ਜਾਂ ਵੈਲਡਿੰਗ ਹੈੱਡ (ਵੱਡੇ ਵਿਆਸ ਵਾਲਾ ਸਟੀਲ ਪਾਈਪ) ਕਰਨ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ, ਅਤੇ ਥੋੜ੍ਹੀ ਜਿਹੀ ਵਿਸ਼ੇਸ਼ ਸਪੈਸੀਫਿਕੇਸ਼ਨ ਸਟੀਲ ਪਾਈਪ ਨੂੰ ਗਰਮ ਕਰਕੇ ਫਿਰ ਹੈੱਡ ਕਰਨ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ।
② ਲੁਬਰੀਕੇਸ਼ਨ ਅਤੇ ਬੇਕਿੰਗ: ਹੈੱਡ (ਵੈਲਡਿੰਗ ਹੈੱਡ) ਤੋਂ ਬਾਅਦ ਸਟੀਲ ਪਾਈਪ ਦੀ ਠੰਡੀ ਡਰਾਇੰਗ ਤੋਂ ਪਹਿਲਾਂ, ਸਟੀਲ ਪਾਈਪ ਦੇ ਅੰਦਰਲੇ ਛੇਕ ਅਤੇ ਬਾਹਰੀ ਸਤਹ ਨੂੰ ਲੁਬਰੀਕੇਟ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ, ਅਤੇ ਲੁਬਰੀਕੈਂਟ ਨਾਲ ਲੇਪਿਆ ਸਟੀਲ ਪਾਈਪ ਨੂੰ ਠੰਡੀ ਡਰਾਇੰਗ ਤੋਂ ਪਹਿਲਾਂ ਸੁੱਕਣਾ ਚਾਹੀਦਾ ਹੈ।
③ ਕੋਲਡ ਡਰਾਇੰਗ: ਲੁਬਰੀਕੈਂਟ ਸੁੱਕਣ ਤੋਂ ਬਾਅਦ ਸਟੀਲ ਪਾਈਪ ਕੋਲਡ ਡਰਾਇੰਗ ਪ੍ਰਕਿਰਿਆ ਵਿੱਚ ਦਾਖਲ ਹੁੰਦਾ ਹੈ, ਅਤੇ ਕੋਲਡ ਡਰਾਇੰਗ ਲਈ ਵਰਤਿਆ ਜਾਣ ਵਾਲਾ ਉਪਕਰਣ ਇੱਕ ਚੇਨ ਕੋਲਡ ਡਰਾਇੰਗ ਮਸ਼ੀਨ ਅਤੇ ਇੱਕ ਹਾਈਡ੍ਰੌਲਿਕ ਕੋਲਡ ਡਰਾਇੰਗ ਮਸ਼ੀਨ ਹੈ।
13. ਡੀਗਰੀਸਿੰਗ: ਡੀਗਰੀਸਿੰਗ ਦਾ ਉਦੇਸ਼ ਸਟੀਲ ਪਾਈਪ ਦੀ ਅੰਦਰੂਨੀ ਕੰਧ ਅਤੇ ਬਾਹਰੀ ਸਤ੍ਹਾ ਨਾਲ ਜੁੜੇ ਰੋਲਿੰਗ ਤੇਲ ਨੂੰ ਕੁਰਲੀ ਕਰਕੇ ਰੋਲ ਕਰਨ ਤੋਂ ਬਾਅਦ ਹਟਾਉਣਾ ਹੈ, ਤਾਂ ਜੋ ਐਨੀਲਿੰਗ ਦੌਰਾਨ ਸਟੀਲ ਦੀ ਸਤ੍ਹਾ ਨੂੰ ਦੂਸ਼ਿਤ ਹੋਣ ਤੋਂ ਬਚਾਇਆ ਜਾ ਸਕੇ ਅਤੇ ਕਾਰਬਨ ਵਾਧੇ ਨੂੰ ਰੋਕਿਆ ਜਾ ਸਕੇ।
14. ਗਰਮੀ ਦਾ ਇਲਾਜ: ਗਰਮੀ ਦਾ ਇਲਾਜ ਰੀਕ੍ਰਿਸਟਲਾਈਜ਼ੇਸ਼ਨ ਰਾਹੀਂ ਸਮੱਗਰੀ ਦੀ ਸ਼ਕਲ ਨੂੰ ਬਹਾਲ ਕਰਦਾ ਹੈ ਅਤੇ ਧਾਤ ਦੇ ਵਿਕਾਰ ਪ੍ਰਤੀਰੋਧ ਨੂੰ ਘਟਾਉਂਦਾ ਹੈ। ਗਰਮੀ ਦਾ ਇਲਾਜ ਉਪਕਰਣ ਇੱਕ ਕੁਦਰਤੀ ਗੈਸ ਘੋਲ ਗਰਮੀ ਦਾ ਇਲਾਜ ਭੱਠੀ ਹੈ।
15. ਤਿਆਰ ਉਤਪਾਦਾਂ ਦਾ ਅਚਾਰ: ਕੱਟਣ ਤੋਂ ਬਾਅਦ ਸਟੀਲ ਪਾਈਪਾਂ ਨੂੰ ਸਤ੍ਹਾ ਦੇ ਪੈਸੀਵੇਸ਼ਨ ਦੇ ਉਦੇਸ਼ ਲਈ ਤਿਆਰ ਅਚਾਰ ਦੇ ਅਧੀਨ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਤਾਂ ਜੋ ਸਟੀਲ ਪਾਈਪਾਂ ਦੀ ਸਤ੍ਹਾ 'ਤੇ ਇੱਕ ਆਕਸਾਈਡ ਸੁਰੱਖਿਆ ਫਿਲਮ ਬਣਾਈ ਜਾ ਸਕੇ ਅਤੇ ਸਟੀਲ ਪਾਈਪਾਂ ਦੀ ਸ਼ਾਨਦਾਰ ਕਾਰਗੁਜ਼ਾਰੀ ਨੂੰ ਵਧਾਇਆ ਜਾ ਸਕੇ।
16. ਤਿਆਰ ਉਤਪਾਦ ਨਿਰੀਖਣ: ਤਿਆਰ ਉਤਪਾਦ ਨਿਰੀਖਣ ਅਤੇ ਜਾਂਚ ਦੀ ਮੁੱਖ ਪ੍ਰਕਿਰਿਆ ਮੀਟਰ ਨਿਰੀਖਣ → ਐਡੀ ਪ੍ਰੋਬ → ਸੁਪਰ ਪ੍ਰੋਬ → ਪਾਣੀ ਦਾ ਦਬਾਅ → ਹਵਾ ਦਾ ਦਬਾਅ ਹੈ। ਸਤ੍ਹਾ ਨਿਰੀਖਣ ਮੁੱਖ ਤੌਰ 'ਤੇ ਹੱਥੀਂ ਜਾਂਚ ਕਰਨਾ ਹੈ ਕਿ ਕੀ ਸਟੀਲ ਪਾਈਪ ਦੀ ਸਤ੍ਹਾ 'ਤੇ ਨੁਕਸ ਹਨ, ਕੀ ਸਟੀਲ ਪਾਈਪ ਦੀ ਲੰਬਾਈ ਅਤੇ ਬਾਹਰੀ ਕੰਧ ਦਾ ਆਕਾਰ ਯੋਗ ਹੈ; ਐਡੀ ਡਿਟੈਕਸ਼ਨ ਮੁੱਖ ਤੌਰ 'ਤੇ ਐਡੀ ਕਰੰਟ ਫਲਾਅ ਡਿਟੈਕਟਰ ਦੀ ਵਰਤੋਂ ਇਹ ਜਾਂਚ ਕਰਨ ਲਈ ਕਰਦਾ ਹੈ ਕਿ ਕੀ ਸਟੀਲ ਪਾਈਪ ਵਿੱਚ ਕਮੀਆਂ ਹਨ; ਸੁਪਰ-ਡਿਟੈਕਸ਼ਨ ਮੁੱਖ ਤੌਰ 'ਤੇ ਅਲਟਰਾਸੋਨਿਕ ਫਲਾਅ ਡਿਟੈਕਟਰ ਦੀ ਵਰਤੋਂ ਇਹ ਜਾਂਚ ਕਰਨ ਲਈ ਕਰਦਾ ਹੈ ਕਿ ਕੀ ਸਟੀਲ ਪਾਈਪ ਅੰਦਰ ਜਾਂ ਬਾਹਰ ਫਟ ਗਈ ਹੈ; ਪਾਣੀ ਦਾ ਦਬਾਅ, ਹਵਾ ਦਾ ਦਬਾਅ ਹਾਈਡ੍ਰੌਲਿਕ ਮਸ਼ੀਨ ਅਤੇ ਹਵਾ ਦੇ ਦਬਾਅ ਵਾਲੀ ਮਸ਼ੀਨ ਦੀ ਵਰਤੋਂ ਕਰਕੇ ਪਤਾ ਲਗਾਉਣਾ ਹੈ ਕਿ ਕੀ ਸਟੀਲ ਪਾਈਪ ਪਾਣੀ ਜਾਂ ਹਵਾ ਲੀਕ ਕਰਦੀ ਹੈ, ਤਾਂ ਜੋ ਇਹ ਯਕੀਨੀ ਬਣਾਇਆ ਜਾ ਸਕੇ ਕਿ ਸਟੀਲ ਪਾਈਪ ਚੰਗੀ ਸਥਿਤੀ ਵਿੱਚ ਹੈ।
17. ਪੈਕਿੰਗ ਅਤੇ ਵੇਅਰਹਾਊਸਿੰਗ: ਨਿਰੀਖਣ ਪਾਸ ਕਰਨ ਵਾਲੀਆਂ ਸਟੀਲ ਪਾਈਪਾਂ ਪੈਕੇਜਿੰਗ ਲਈ ਤਿਆਰ ਉਤਪਾਦ ਪੈਕੇਜਿੰਗ ਖੇਤਰ ਵਿੱਚ ਦਾਖਲ ਹੁੰਦੀਆਂ ਹਨ। ਪੈਕੇਜਿੰਗ ਲਈ ਵਰਤੀਆਂ ਜਾਣ ਵਾਲੀਆਂ ਸਮੱਗਰੀਆਂ ਵਿੱਚ ਛੇਕ ਦੇ ਢੱਕਣ, ਪਲਾਸਟਿਕ ਬੈਗ, ਸੱਪ ਦੀ ਚਮੜੀ ਦਾ ਕੱਪੜਾ, ਲੱਕੜ ਦੇ ਬੋਰਡ, ਸਟੇਨਲੈਸ ਸਟੀਲ ਬੈਲਟ ਆਦਿ ਸ਼ਾਮਲ ਹਨ। ਲਪੇਟੇ ਹੋਏ ਸਟੀਲ ਪਾਈਪ ਦੇ ਦੋਵੇਂ ਸਿਰਿਆਂ ਦੀ ਬਾਹਰੀ ਸਤ੍ਹਾ ਛੋਟੇ ਲੱਕੜ ਦੇ ਬੋਰਡਾਂ ਨਾਲ ਕਤਾਰਬੱਧ ਹੁੰਦੀ ਹੈ, ਅਤੇ ਬਾਹਰੀ ਸਤ੍ਹਾ ਨੂੰ ਸਟੇਨਲੈਸ ਸਟੀਲ ਬੈਲਟਾਂ ਨਾਲ ਬੰਨ੍ਹਿਆ ਜਾਂਦਾ ਹੈ ਤਾਂ ਜੋ ਆਵਾਜਾਈ ਦੌਰਾਨ ਸਟੀਲ ਪਾਈਪਾਂ ਵਿਚਕਾਰ ਸੰਪਰਕ ਨੂੰ ਰੋਕਿਆ ਜਾ ਸਕੇ ਅਤੇ ਟੱਕਰ ਦਾ ਕਾਰਨ ਬਣ ਸਕੇ। ਪੈਕ ਕੀਤੇ ਸਟੀਲ ਪਾਈਪ ਤਿਆਰ ਉਤਪਾਦ ਸਟੈਕਿੰਗ ਖੇਤਰ ਵਿੱਚ ਦਾਖਲ ਹੁੰਦੇ ਹਨ।
ਪੈਕੇਜਿੰਗ ਆਮ ਤੌਰ 'ਤੇ ਨੰਗੀ ਹੁੰਦੀ ਹੈ, ਸਟੀਲ ਦੀਆਂ ਤਾਰਾਂ ਨਾਲ ਜੁੜੀ ਹੁੰਦੀ ਹੈ, ਬਹੁਤ ਮਜ਼ਬੂਤ ਹੁੰਦੀ ਹੈ।
ਜੇਕਰ ਤੁਹਾਡੀਆਂ ਖਾਸ ਜ਼ਰੂਰਤਾਂ ਹਨ, ਤਾਂ ਤੁਸੀਂ ਜੰਗਾਲ-ਰੋਧਕ ਪੈਕੇਜਿੰਗ ਦੀ ਵਰਤੋਂ ਕਰ ਸਕਦੇ ਹੋ, ਅਤੇ ਹੋਰ ਵੀ ਸੁੰਦਰ।

ਆਵਾਜਾਈ:ਐਕਸਪ੍ਰੈਸ (ਨਮੂਨਾ ਡਿਲੀਵਰੀ), ਹਵਾਈ, ਰੇਲ, ਜ਼ਮੀਨ, ਸਮੁੰਦਰੀ ਸ਼ਿਪਿੰਗ (FCL ਜਾਂ LCL ਜਾਂ ਥੋਕ)


ਸਾਡਾ ਗਾਹਕ

ਸਵਾਲ: ਕੀ ua ਨਿਰਮਾਤਾ ਹੈ?
A: ਹਾਂ, ਅਸੀਂ ਇੱਕ ਨਿਰਮਾਤਾ ਹਾਂ।ਸਾਡੀ ਆਪਣੀ ਫੈਕਟਰੀ ਚੀਨ ਦੇ ਤਿਆਨਜਿਨ ਸ਼ਹਿਰ ਵਿੱਚ ਸਥਿਤ ਹੈ।
ਸਵਾਲ: ਕੀ ਮੈਨੂੰ ਸਿਰਫ਼ ਕਈ ਟਨ ਟ੍ਰਾਇਲ ਆਰਡਰ ਮਿਲ ਸਕਦਾ ਹੈ?
A: ਬੇਸ਼ੱਕ। ਅਸੀਂ ਤੁਹਾਡੇ ਲਈ LCL ਸੇਵਾ ਨਾਲ ਮਾਲ ਭੇਜ ਸਕਦੇ ਹਾਂ। (ਕੰਟੇਨਰ ਲੋਡ ਘੱਟ)
ਸਵਾਲ: ਜੇਕਰ ਨਮੂਨਾ ਮੁਫ਼ਤ ਹੈ?
A: ਨਮੂਨਾ ਮੁਫ਼ਤ, ਪਰ ਖਰੀਦਦਾਰ ਭਾੜੇ ਦਾ ਭੁਗਤਾਨ ਕਰਦਾ ਹੈ।
ਸਵਾਲ: ਕੀ ਤੁਸੀਂ ਸੋਨੇ ਦਾ ਸਪਲਾਇਰ ਹੋ ਅਤੇ ਵਪਾਰ ਭਰੋਸਾ ਦਿੰਦੇ ਹੋ?
A: ਅਸੀਂ ਸੱਤ ਸਾਲਾਂ ਤੋਂ ਸੋਨੇ ਦਾ ਸਪਲਾਇਰ ਹਾਂ ਅਤੇ ਵਪਾਰ ਭਰੋਸਾ ਸਵੀਕਾਰ ਕਰਦੇ ਹਾਂ।